















- Главная
- Блог
- Справочник
- ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ РЕДУКТОРОВ
ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ РЕДУКТОРОВ
Содержание:
- Методика расчета консольных нагрузок на выходной вал
- Методика расчета консольных нагрузок на входной вал
1. Методика расчета консольных нагрузок на выходной вал
Радиальная нагрузка
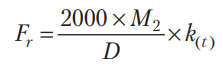
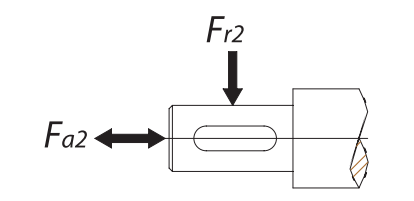
Для правильного выбора редуктора действующая радиальная нагрузка на выходном валу редуктора Fr не должна превышать максимально допустимого значения, указанного в таблице выбора Fr2 (см. стр. 124). Действующая радиальная нагрузка рассчитывается по формуле:
Методика выбора габарита редуктора серии MRD, исходя из радиальной нагрузки на выходной вал:
- Определяем место приложения радиальной нагрузки, расстояние Х (см. рис.)
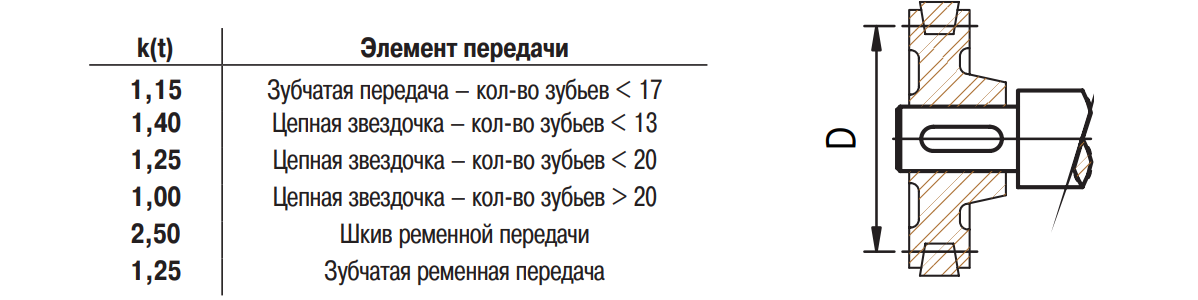
- Выбираем из таблицы, в соответствии с нужным габаритом, коэффициенты a, b, c.
- Определяем максимально допустимую радиальную нагрузку, действующую на подшипники, при чем полученное значение должно быть больше действующей радиальной нагрузки (*):

- Определяем максимально допустимую радиальную нагрузку, действующую на выходной вал, при чем полученное значение должно быть больше действующей радиальной нагрузки (**):
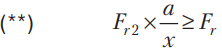

Редуктор считается выбранным правильно, если выполнены оба условия (*) и (**).
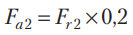
Осевая нагрузка
Осевая нагрузка рассчитывается по ниже приведенной формуле:
2. Методика расчета консольных нагрузок на входной вал
Методика расчета консольных нагрузок на входной вал аналогична методике расчета консольных нагрузок на выходной вал.
Читайте также

Обработка заготовок из металла на производстве проходит на фрезерных станках. Расскажем, как они устроены и какие разновидности существуют.

При современном уровне автоматизации производства и стремлению к увеличению его эффективности, на первый план выходит контроль качества работы оборудования. Контактные измерительные системы (ИС) для станков, оснащенных ЧПУ, стали неотъемлемым элементов множества техпроцессов. В статье расскажем про их классификацию и практическом применении.

В материале рассмотрим ведущих производителей токарных патронов — Kitagawa, Auto Claws и SMW-Autoblok, которые задают стандарты надежности и точности в промышленной металлообработке.